MSC.MARC在材料加工工程中的应用

商品介绍
内容简介
《MSC.MARC在材料加工工程中的应用》主要介绍MSC.MARC在材料加工工程中的应用及其相关的技术问题,特别是对塑性加工成型过程中的典型应用作了重点讲解。全书以应用为主,理论为辅,既注重MSC.MARC基本原理与使用方法,又强调提高实际工程应用分析能力。
《MSC.MARC在材料加工工程中的应用》所有案例皆来自实际工程项目,不仅包括具体的建模过程,还包括具体的模拟结果分析与技术处理。全书共分13章,介绍有限元技术在材料加工工程中的应用状况,有限元法的一些基本原理与MSC.MARC在材料加工中的一些常用技术,分别从板材成型、型材成型、轧制成型、液压成型、锻造成型、热处理、焊接等方面介绍MSC.MARC在材料加工工程中的典型应用案例,并给出全部命令流流程和相应的子程序代码。读者通过《MSC.MARC在材料加工工程中的应用》的学习,可以掌握有限元法解决实际工程问题的关键技术,学会应用本专业知识分析问题、解决问题,将理论分析与工程实践紧密衔接在一起。《MSC.MARC在材料加工工程中的应用》附带所有案例的模型文件,读者可以在中国水电水利出版社网站下载。
《MSC.MARC在材料加工工程中的应用》既适合作为材料加工工程专业的本科生与研究生教材,也可作为相关企事业工程技术人员应用参考书,还可作为MSC.MARC有限元分析软件的高级培训教材。
《MSC.MARC在材料加工工程中的应用》所有案例皆来自实际工程项目,不仅包括具体的建模过程,还包括具体的模拟结果分析与技术处理。全书共分13章,介绍有限元技术在材料加工工程中的应用状况,有限元法的一些基本原理与MSC.MARC在材料加工中的一些常用技术,分别从板材成型、型材成型、轧制成型、液压成型、锻造成型、热处理、焊接等方面介绍MSC.MARC在材料加工工程中的典型应用案例,并给出全部命令流流程和相应的子程序代码。读者通过《MSC.MARC在材料加工工程中的应用》的学习,可以掌握有限元法解决实际工程问题的关键技术,学会应用本专业知识分析问题、解决问题,将理论分析与工程实践紧密衔接在一起。《MSC.MARC在材料加工工程中的应用》附带所有案例的模型文件,读者可以在中国水电水利出版社网站下载。
《MSC.MARC在材料加工工程中的应用》既适合作为材料加工工程专业的本科生与研究生教材,也可作为相关企事业工程技术人员应用参考书,还可作为MSC.MARC有限元分析软件的高级培训教材。
编辑推荐
《MSC.MARC在材料加工工程中的应用》是万水CAE技术丛书之一
目录
前言
第1章 绪论
1.1 有限元法的特点与发展过程
1.2 有限元法在塑性加工领域的应用
1.3 有限元法的基本问题
1.4 有限元法的发展趋势
1.5 MSC.Marc有限元软件的特点
第2章 有限元法的基本理论
2.1 有限元法概述
2.1.1 有限元法的基本思想
2.1.2 有限元法分析计算的思路和做法
2.1.3 有限元分析的基本方法
2.1.4 学习有限元法所需的理论基础
2.2 塑性有限元法分类
2.2.1 弹塑性有限元法
2.2.2 刚塑性有限元法
2.3 非线性方程组的数值解法
第3章 MSC.MARc在材料加工过程中的一些常用技术
3.1 变形的描述
3.1.1 定义
3.1.2 Eulerian坐标和Lagrangian坐榱
3.1.3 Eulerian网格和Lagrangian网格
3.1.4 Lagrangian网格畸变的处理方式
3.2 局部自适应网格细划分
3.2.1 自适应网格细划分准则
3.2.2 局部自适应网格细划分的数量
3.2.3 局部网格自适应实例分析
3.3 网格重划分
3.3.1 网格重划分器
3.3.2 网格重划分准则
3.3.3 网格重划分数量
3.3.4 网格重划分实例分析
3.4 预状态分析
3.4.1 预状态分析的基本功能
3.4.2 预状态分析应用实例
3.5 重启动分析
3.5.1 重启动分析的基本步骤
3.5.2 重启动分析实例
3.6 热-结构耦合分析
3.6.1 热-结构耦合分析的基本概念
3.6.2 热-结构耦合分析的基本过程
3.7 小结
第4章 异型结构件增量弯曲成形有限元模拟
4.1 引言
4.2 增量弯曲成形原理
4.3 异型结构件有限元模型的建立
4.3.1 几何模型
4.3.2 单元网格划分
4.3.3 定义材料特性
4.3.4 定义接触条件
4.3.5 定义边界条件
4.3.6 定义载荷工况
4.3.7 定义作业参数并提交运行
4.4 单筋条结构件变形模拟结果分析
4.4.1 单筋条结构件回弹分析
4.4.2 应变分布
4.5 单筋结构件失稳模拟结果分析
4.5.1 I形单筋结构件失稳分析
4.5.2 T形单筋结构件失稳分析
4.5.3 J形单筋结构件失稳分析
4.6 单筋结构件翘曲模拟结果分析
4.6.1 I形单筋结构件翘曲分析
4.6.2 T形单筋结构件翘曲分析
4.6.3 J形单筋结构件翘曲分析
4.7 有限元模拟对工程的指导作用
4.7.1 特征直线方程
4.7.2 自适应增量成形工艺知识库总体结构
4.7.3 自适应增量成形工艺知识库参数获取方法
4.7.4 应用与验证
4.8 小结
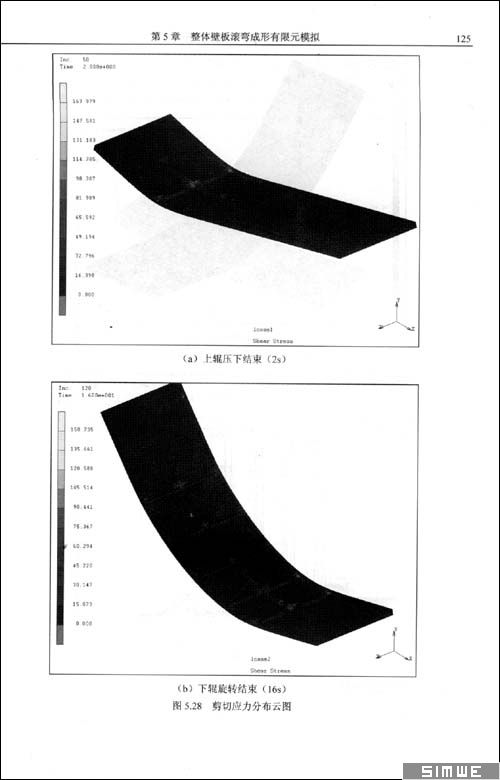
第5章 整体壁板滚弯成形有限元模拟
5.1 引言
5.2 滚弯成形原理
5.3 滚弯成形有限元模型的建立
5.3.1 几何模型
5.3.2 单元网格划分
5.3.3 定义材料特性
5.3.4 定义接触条件
5.3.5 定义边界条件
5.3.6 定义载荷工况
5.3.7 定义作业参数并提交运行
5.4 整体壁板滚弯成形模拟结果分析
5.4.1 壁板应力分析
5.4.2 壁板应变分析
5.4.3 三辊作用力分析
5.4.4 回弹分析
5.5 小结
第6章 镁合金型材绕弯成形有限元模拟
6.1 引言
6.2 绕弯成形原理
6.3 材料性能曲线测定
6.3.1 材料性能测定
6.3.2 材料的物理属性
6.4 绕弯成形有限元模型的建立
6.4.1 几何模型
6.4.2 单元网格划分
6.4.3 初始条件
6.4.4 边界条件
6.4.5 模具加载条件
6.4.6 材料的物理属性
6.4.7 定义工况
6.4.8 定义作业参数
6.4.9 求解
6.5 镁合金型材绕弯成形模拟结果分析
6.5.1 回弹分析
6.5.2 温度对成形的影响
6.5 -3成形质量分析
6.5.4 创建动画
6.6 小结
第7章 金属轧制成形的有限元模拟
7.1 材料的变形抗力
7.1.1 冷轧变形抗力模型
7.1.2 热轧变形抗力模型
7.1.3 M1ARC中对变形抗力模型的处理方式
7.2 轧制力能参数的计算
7.2.1 轧制力的计算及影响因素
7.2.2 MARC:计算轧制力的方式
7.3 板厚、板形、宽展的计算
7.3.1 板厚
7.3.2 板形
7.3.3 宽展
7.3.4 MARC、计算板厚、板形的方法
7.4 轧制过程温度的计算
7.4.1 热轧过程的基本传热方程与边界条件
7.4.2 热轧过程热.结构耦合分析的边界条件
7.4.3 热轧过程热-结构耦合在MARC中的实现
7.5 轧制成形分析应用实例
7.5.1 案例说明
7.5.2 模型的简化
7.5.3 第一道次轧制仿真
7.5.4 第二道次轧制仿真
7.5.5 轧制过程的三维热-结构耦合分析
7.6 小结
第8章 镁合金板材异步轧制数值模拟
8.1 引言
8.2 板材异步轧制基本原理
8.3 板材异步轧制有限元模型的建立
8.3.1 几何模型建立
8.3.2 单元网格划分
8.3.3 材料特性定义
8.3.4 接触条件定义
8.3.5 初始条件定义
8.3.6 载荷工况定义
8.3.7 定义作业参数并提交运行
8.4 镁合金板材异步轧制模拟结果分析
8.4.1 板材异步轧制过程金属流动分析
8.4.2 板材异步轧制等效应变场分布
8.4.3 板材异步轧制等效应力场分布
8.4.4 板材异步轧制温度场分布
8.5 不同工艺参数对板材异步轧制过程的影响
8.5.1 不同轧辊转速比对异步轧制的影响
8.5.2 摩擦因素对板材异步轧制的影响
8.5.3 坯料温度对板材异步轧制的影响
8.5.4 轧辊温度对板材异步轧制的影响
8.5.5 压下率对板材异步轧制的影响
8.6 小结
第9章 三辊行星轧制成形有限元模拟
9.1 引言
9.2 三辊行星轧制成形基本原理
9.3 旋轧成形有限元模型的建立
9.3.1 建立轧辊芯棒小车坯料有限元模型
9.3.2 几何参数的定义
9.3.3 材料特性的定义
9.3.4 莲接控制的定义
9.3.5 接触体和接触表的定义
9.3.6 初始条件的确定
9.3.7 边界条件的定义
9.3.8 工况的定义
9.3.9 定义作业参数并提交运行
9.4 旋轧成形变形规律模拟结果分析
9.4.1 坯料三角形效应分析
9.4.2 坯料受力特征分析
9.4.3 运动轨迹分析
9.4.4 接触特征规律
9.4.5 坯料纵向运动的变形段
9.5 旋轧成形温度场模拟结果分析
9.5.1 旋轧成形过程的温度场分布
9.5.2 坯料上一点的温度变化
9.5.3 坯料横切面温度场分布
9.5.4 坯料切面圆周温度变化
9.5.5 旋轧成形应变速率特点分析
9.6 小结
第10章 管材液压成形有限元分析实例
10.1 引言
10.2 管材液压成形原理
10.3 管材液压成形有限元模型的建立
10.3.1 几何模型
10.3.2 单元网格的划分
10.3.3 材料特性的定义
103.4 几何特性的定义
10.3.5 接触条件的定义
10.3.6 边界条件的定义
10.3.7 载荷工况的定义
10.3.8 定义作业参数并提交运行
10.4 管材液压成形模拟结果分析
10.4.1 壁厚分布
10.4.2 应变分布
10.5 小结
第11章 涡轮盘闭模锻造中组织演变的有限元模拟
11.1 概述
11.2 组织演变的有限元计算
11.2.1 组织演变模型
11.2.2 用户子程序二次开发
11.3 有限元模型的建立
11.3.1 几何模型
11.3.2 材料模型
11.3.3 接触条件
11.3.4 初始条件
11.3.5 网格重划分
11.3.6 定义工况
11.3.7 定义作业参数
11.3.8 提交作业
11.4 结果分析
11.4.1 温度场
11.4.2 等效应变场
11.4.3 流线场
11.4.4 组织场
11.5 小结
第12章 铜盘管退火过程温度场有限元模拟
12.1 引言
12.2 铜盘管退火工艺过程
12.2.1 铜盘管退火工艺概述
12.2.2 铜盘管退火过程的传热分析
12.2.3 铜盘管退火过程传热学理论
12.2.4 铜盘管退火过程关键参数分析
12.3 铜盘管退火温度场有限元模型的建立
12.3.1 几何模型
12.3.2 单元网格划分
12.3.3 材料特性定义
12.3.4 初始条件的定义
12.3.5 边界条件的定义
12.3.6 载荷工况的定义
12.3.7 定义作业参数并提交运行
12.4 铜盘管退火温度场模拟结果分析
12.4.1 铜盘管退火温度场云图
12.4.2 铜盘管热点与冷点温度演变历史
12.4.3 铜盘管径向和轴向温度分布
12.4.4 分析与讨论
12.5 小结
第13章 管道对接焊有限元模拟
13.1 引言
13.2 热一力耦合有限元法
13.2.1 热传导问题的控制方程
13.2.2 热传导问题的有限元描述
13.2.3 热应力问题的有限元描述
13.3 管道焊接模拟前处理
13.3.1 网格划分
13.3.2 定义几何属性
13.3.3 定义材料属性
13.3.4 设置焊接路径和填充焊料
13.3.5 添加边界条件和初始条件
13.3.6 定义工况
13.3.7 定义作业参数
13.4 后处理结果分析
13.4.1 焊接温度场分析
13.4.2 管道焊接残余应力
13.4.3 管道焊后变形分析
13.5 小结
参考文献
第1章 绪论
1.1 有限元法的特点与发展过程
1.2 有限元法在塑性加工领域的应用
1.3 有限元法的基本问题
1.4 有限元法的发展趋势
1.5 MSC.Marc有限元软件的特点
第2章 有限元法的基本理论
2.1 有限元法概述
2.1.1 有限元法的基本思想
2.1.2 有限元法分析计算的思路和做法
2.1.3 有限元分析的基本方法
2.1.4 学习有限元法所需的理论基础
2.2 塑性有限元法分类
2.2.1 弹塑性有限元法
2.2.2 刚塑性有限元法
2.3 非线性方程组的数值解法
第3章 MSC.MARc在材料加工过程中的一些常用技术
3.1 变形的描述
3.1.1 定义
3.1.2 Eulerian坐标和Lagrangian坐榱
3.1.3 Eulerian网格和Lagrangian网格
3.1.4 Lagrangian网格畸变的处理方式
3.2 局部自适应网格细划分
3.2.1 自适应网格细划分准则
3.2.2 局部自适应网格细划分的数量
3.2.3 局部网格自适应实例分析
3.3 网格重划分
3.3.1 网格重划分器
3.3.2 网格重划分准则
3.3.3 网格重划分数量
3.3.4 网格重划分实例分析
3.4 预状态分析
3.4.1 预状态分析的基本功能
3.4.2 预状态分析应用实例
3.5 重启动分析
3.5.1 重启动分析的基本步骤
3.5.2 重启动分析实例
3.6 热-结构耦合分析
3.6.1 热-结构耦合分析的基本概念
3.6.2 热-结构耦合分析的基本过程
3.7 小结
第4章 异型结构件增量弯曲成形有限元模拟
4.1 引言
4.2 增量弯曲成形原理
4.3 异型结构件有限元模型的建立
4.3.1 几何模型
4.3.2 单元网格划分
4.3.3 定义材料特性
4.3.4 定义接触条件
4.3.5 定义边界条件
4.3.6 定义载荷工况
4.3.7 定义作业参数并提交运行
4.4 单筋条结构件变形模拟结果分析
4.4.1 单筋条结构件回弹分析
4.4.2 应变分布
4.5 单筋结构件失稳模拟结果分析
4.5.1 I形单筋结构件失稳分析
4.5.2 T形单筋结构件失稳分析
4.5.3 J形单筋结构件失稳分析
4.6 单筋结构件翘曲模拟结果分析
4.6.1 I形单筋结构件翘曲分析
4.6.2 T形单筋结构件翘曲分析
4.6.3 J形单筋结构件翘曲分析
4.7 有限元模拟对工程的指导作用
4.7.1 特征直线方程
4.7.2 自适应增量成形工艺知识库总体结构
4.7.3 自适应增量成形工艺知识库参数获取方法
4.7.4 应用与验证
4.8 小结
第5章 整体壁板滚弯成形有限元模拟
5.1 引言
5.2 滚弯成形原理
5.3 滚弯成形有限元模型的建立
5.3.1 几何模型
5.3.2 单元网格划分
5.3.3 定义材料特性
5.3.4 定义接触条件
5.3.5 定义边界条件
5.3.6 定义载荷工况
5.3.7 定义作业参数并提交运行
5.4 整体壁板滚弯成形模拟结果分析
5.4.1 壁板应力分析
5.4.2 壁板应变分析
5.4.3 三辊作用力分析
5.4.4 回弹分析
5.5 小结
第6章 镁合金型材绕弯成形有限元模拟
6.1 引言
6.2 绕弯成形原理
6.3 材料性能曲线测定
6.3.1 材料性能测定
6.3.2 材料的物理属性
6.4 绕弯成形有限元模型的建立
6.4.1 几何模型
6.4.2 单元网格划分
6.4.3 初始条件
6.4.4 边界条件
6.4.5 模具加载条件
6.4.6 材料的物理属性
6.4.7 定义工况
6.4.8 定义作业参数
6.4.9 求解
6.5 镁合金型材绕弯成形模拟结果分析
6.5.1 回弹分析
6.5.2 温度对成形的影响
6.5 -3成形质量分析
6.5.4 创建动画
6.6 小结
第7章 金属轧制成形的有限元模拟
7.1 材料的变形抗力
7.1.1 冷轧变形抗力模型
7.1.2 热轧变形抗力模型
7.1.3 M1ARC中对变形抗力模型的处理方式
7.2 轧制力能参数的计算
7.2.1 轧制力的计算及影响因素
7.2.2 MARC:计算轧制力的方式
7.3 板厚、板形、宽展的计算
7.3.1 板厚
7.3.2 板形
7.3.3 宽展
7.3.4 MARC、计算板厚、板形的方法
7.4 轧制过程温度的计算
7.4.1 热轧过程的基本传热方程与边界条件
7.4.2 热轧过程热.结构耦合分析的边界条件
7.4.3 热轧过程热-结构耦合在MARC中的实现
7.5 轧制成形分析应用实例
7.5.1 案例说明
7.5.2 模型的简化
7.5.3 第一道次轧制仿真
7.5.4 第二道次轧制仿真
7.5.5 轧制过程的三维热-结构耦合分析
7.6 小结
第8章 镁合金板材异步轧制数值模拟
8.1 引言
8.2 板材异步轧制基本原理
8.3 板材异步轧制有限元模型的建立
8.3.1 几何模型建立
8.3.2 单元网格划分
8.3.3 材料特性定义
8.3.4 接触条件定义
8.3.5 初始条件定义
8.3.6 载荷工况定义
8.3.7 定义作业参数并提交运行
8.4 镁合金板材异步轧制模拟结果分析
8.4.1 板材异步轧制过程金属流动分析
8.4.2 板材异步轧制等效应变场分布
8.4.3 板材异步轧制等效应力场分布
8.4.4 板材异步轧制温度场分布
8.5 不同工艺参数对板材异步轧制过程的影响
8.5.1 不同轧辊转速比对异步轧制的影响
8.5.2 摩擦因素对板材异步轧制的影响
8.5.3 坯料温度对板材异步轧制的影响
8.5.4 轧辊温度对板材异步轧制的影响
8.5.5 压下率对板材异步轧制的影响
8.6 小结
第9章 三辊行星轧制成形有限元模拟
9.1 引言
9.2 三辊行星轧制成形基本原理
9.3 旋轧成形有限元模型的建立
9.3.1 建立轧辊芯棒小车坯料有限元模型
9.3.2 几何参数的定义
9.3.3 材料特性的定义
9.3.4 莲接控制的定义
9.3.5 接触体和接触表的定义
9.3.6 初始条件的确定
9.3.7 边界条件的定义
9.3.8 工况的定义
9.3.9 定义作业参数并提交运行
9.4 旋轧成形变形规律模拟结果分析
9.4.1 坯料三角形效应分析
9.4.2 坯料受力特征分析
9.4.3 运动轨迹分析
9.4.4 接触特征规律
9.4.5 坯料纵向运动的变形段
9.5 旋轧成形温度场模拟结果分析
9.5.1 旋轧成形过程的温度场分布
9.5.2 坯料上一点的温度变化
9.5.3 坯料横切面温度场分布
9.5.4 坯料切面圆周温度变化
9.5.5 旋轧成形应变速率特点分析
9.6 小结
第10章 管材液压成形有限元分析实例
10.1 引言
10.2 管材液压成形原理
10.3 管材液压成形有限元模型的建立
10.3.1 几何模型
10.3.2 单元网格的划分
10.3.3 材料特性的定义
103.4 几何特性的定义
10.3.5 接触条件的定义
10.3.6 边界条件的定义
10.3.7 载荷工况的定义
10.3.8 定义作业参数并提交运行
10.4 管材液压成形模拟结果分析
10.4.1 壁厚分布
10.4.2 应变分布
10.5 小结
第11章 涡轮盘闭模锻造中组织演变的有限元模拟
11.1 概述
11.2 组织演变的有限元计算
11.2.1 组织演变模型
11.2.2 用户子程序二次开发
11.3 有限元模型的建立
11.3.1 几何模型
11.3.2 材料模型
11.3.3 接触条件
11.3.4 初始条件
11.3.5 网格重划分
11.3.6 定义工况
11.3.7 定义作业参数
11.3.8 提交作业
11.4 结果分析
11.4.1 温度场
11.4.2 等效应变场
11.4.3 流线场
11.4.4 组织场
11.5 小结
第12章 铜盘管退火过程温度场有限元模拟
12.1 引言
12.2 铜盘管退火工艺过程
12.2.1 铜盘管退火工艺概述
12.2.2 铜盘管退火过程的传热分析
12.2.3 铜盘管退火过程传热学理论
12.2.4 铜盘管退火过程关键参数分析
12.3 铜盘管退火温度场有限元模型的建立
12.3.1 几何模型
12.3.2 单元网格划分
12.3.3 材料特性定义
12.3.4 初始条件的定义
12.3.5 边界条件的定义
12.3.6 载荷工况的定义
12.3.7 定义作业参数并提交运行
12.4 铜盘管退火温度场模拟结果分析
12.4.1 铜盘管退火温度场云图
12.4.2 铜盘管热点与冷点温度演变历史
12.4.3 铜盘管径向和轴向温度分布
12.4.4 分析与讨论
12.5 小结
第13章 管道对接焊有限元模拟
13.1 引言
13.2 热一力耦合有限元法
13.2.1 热传导问题的控制方程
13.2.2 热传导问题的有限元描述
13.2.3 热应力问题的有限元描述
13.3 管道焊接模拟前处理
13.3.1 网格划分
13.3.2 定义几何属性
13.3.3 定义材料属性
13.3.4 设置焊接路径和填充焊料
13.3.5 添加边界条件和初始条件
13.3.6 定义工况
13.3.7 定义作业参数
13.4 后处理结果分析
13.4.1 焊接温度场分析
13.4.2 管道焊接残余应力
13.4.3 管道焊后变形分析
13.5 小结
参考文献
序言
塑性加工成形中的各种现象及其规律是十分复杂的,这使得塑性加工成形工艺和模具设计缺乏系统精确的理论分析手段,主要依据工程师长期积累的经验,设计质量难以得到保证。借助于有限元模拟方法,可以获得对于塑性加工成形过程规律的认识,用较小的代价、在较短的时间内找到最优的或可行的设计方案。有限元模拟对材料加工是强有力的设计、分析和优化的工具,可以分析预测成形期间零件形状的变化、坯料的变形规律、最终应变分布、温度场分布、全场应力与应变分布、组织性能变化规律、工艺参数对产品质量和尺寸精度的影响规律以及缺陷形成区域等,并可在零件生产前最大限度地优化工艺参数,加快生产周期、降低生产成本,所有这些对于成功地成形复杂形状的零件并减少成形时间是至关重要的。采用有限元技术,可以实现对塑性成形全过程的参数监控与预测,进行材料的流动变形规律与各种工艺缺陷的变化规律研究,作为工艺参数优化与选择的依据,对实验起到指导和预测的作用,为提高塑性加工生产工艺设计、模具设计、设备设计提供理论依据,使工艺设计和生产控制摆脱人工试错法,走向科学化和智能化。
塑性加工成形模拟技术经历了几十年的发展,国际上已经出现了一批塑性成形模拟软件。其中,大型有限元分析软件MSC.MARC是可以快速模拟各种冷热成形、挤压、轧制等塑性成形过程的工艺成形专用软件,它可以实现对具有高度组合的非线性体成形过程的全自动数值模拟,MSC.MARC为满足特殊用户的二次开发需求,提供了友好的用户开发环境,为塑性加工成形二次开发设计提供了开发平台。
本书通过各种典型材料加工案例,详细介绍:MSC.MARC在材料加工工程中的应用及其相关的技术问题。全书以应用为主,理论为辅,一方面强调培养MSC.MARC有限元软件基本应用能力,另一方面又强调提高应用MSc.MARC有限元软件计算结果分析问题、解决问题的能力。
本书所有案例皆来自实际工程项目,不仅包括具体的建模过程,还包括具体的模拟结果分析与技术处理。全书共分13章,第1章由张士宏(中国科学院金属研究所)编写,介绍有限元技术在材料加工工程中的应用状况。第2章由岳峰丽(沈阳理工大学)编写,介绍有限元法的一些基本原理与关键技术。第3章由李毅波(中南大学博士生,MSC:上海办事处工程师)编写,介绍MSC.MARC:在材料加工过程中的常用技术。第4章由刘劲松(沈阳理工大学)、岳峰丽编写,介绍异型结构件增量弯曲成形有限元模拟和一些MSC.MARC软件的基本操作技能。第5章由肖寒(大连理工大学与中国科学院金属研究所联合培养博士研究生)、刘劲松编写,介绍整体壁板滚弯成形有限元模拟。第6章由王祺(沈阳理工大学与中国科学院金属研究所联合培养硕士研究生)、刘劲松、肖寒编写,介绍镁合金型材弯曲成形有限元模拟。第7章由李毅波编写,介绍金属轧制成形的有限元模拟。第8章由梁海城(沈阳理工大学,东北大学博士研究生)编写,介绍镁合金板材异步轧制数值模拟。第9章由李冰(大连交通大学)编写,介绍三辊行星轧制成形有限元模拟。第10章由陈仕清(大连理工大学与中国科学院金属研究所联合培养硕士研究生)、袁安营编写,介绍管材液压成形有限元分析实例。
塑性加工成形模拟技术经历了几十年的发展,国际上已经出现了一批塑性成形模拟软件。其中,大型有限元分析软件MSC.MARC是可以快速模拟各种冷热成形、挤压、轧制等塑性成形过程的工艺成形专用软件,它可以实现对具有高度组合的非线性体成形过程的全自动数值模拟,MSC.MARC为满足特殊用户的二次开发需求,提供了友好的用户开发环境,为塑性加工成形二次开发设计提供了开发平台。
本书通过各种典型材料加工案例,详细介绍:MSC.MARC在材料加工工程中的应用及其相关的技术问题。全书以应用为主,理论为辅,一方面强调培养MSC.MARC有限元软件基本应用能力,另一方面又强调提高应用MSc.MARC有限元软件计算结果分析问题、解决问题的能力。
本书所有案例皆来自实际工程项目,不仅包括具体的建模过程,还包括具体的模拟结果分析与技术处理。全书共分13章,第1章由张士宏(中国科学院金属研究所)编写,介绍有限元技术在材料加工工程中的应用状况。第2章由岳峰丽(沈阳理工大学)编写,介绍有限元法的一些基本原理与关键技术。第3章由李毅波(中南大学博士生,MSC:上海办事处工程师)编写,介绍MSC.MARC:在材料加工过程中的常用技术。第4章由刘劲松(沈阳理工大学)、岳峰丽编写,介绍异型结构件增量弯曲成形有限元模拟和一些MSC.MARC软件的基本操作技能。第5章由肖寒(大连理工大学与中国科学院金属研究所联合培养博士研究生)、刘劲松编写,介绍整体壁板滚弯成形有限元模拟。第6章由王祺(沈阳理工大学与中国科学院金属研究所联合培养硕士研究生)、刘劲松、肖寒编写,介绍镁合金型材弯曲成形有限元模拟。第7章由李毅波编写,介绍金属轧制成形的有限元模拟。第8章由梁海城(沈阳理工大学,东北大学博士研究生)编写,介绍镁合金板材异步轧制数值模拟。第9章由李冰(大连交通大学)编写,介绍三辊行星轧制成形有限元模拟。第10章由陈仕清(大连理工大学与中国科学院金属研究所联合培养硕士研究生)、袁安营编写,介绍管材液压成形有限元分析实例。
文摘
插图:
一般来说,工程问题尤其是塑性加工问题是大变形过程,工具一般有运动和位移,而工具的运动通常都有一定规律,即工具与坯料的接触,工具与工具之间的接触,坯料与坯料的接触,坯料的一部分与另一部分表面的接触,这些接触关系需要进行计算与判断,以确定工具和坯料表面的位移。另外,工具与坯料的运动都是有规律或限定条件的,例如对称面、固定边界等,这些限定条件给出了已知的边界条件,简化了计算,一般有利于问题的解决。
由于塑性变形往往涉及大变形,部分区域由于过量的变形往往会产生形状畸变,原来的网格系统不能满足计算的要求,因此常常要求软件具有网格自动重构的功能。目前,大部分商用有限元软件大都具有网格自动划分的功能。而且,对于体积成形问题,例如锻造、轧制和挤压,网格自动重构是必备的功能。早期的软件一般具备网格自动划分功能,而成熟的软件则大多具备变形过程中网格的重构功能,可以根据计算步数设定,也可根据区域变形单元畸变程度来自行设定,这些软件还往往具备根据精度要求进行局部加密的功能。随着数学方法的丰富,学者们提出了越来越多新的网格自动划分方法,达到自适应能力,具有一定的智能性。
(3)塑性加工问题的热力耦合计算方法。对于热加工问题和一些精度要求较高的加工成形问题,往往需要考虑温度场对材料和变形的影响。例如热模锻过程就是一个非稳态的热变形过程,伴随温度场的变化,不但影响了材料的性能,还影响了模具的形状。铝管材的连续挤压过程由于摩擦和变形热使材料由室温升高到几百度,可以达到材料的再结晶温度,这个过程的计算就不能不考虑温度场的变化。
一般来说,大多数软件都有热力耦合计算功能,但其计算方法大多是半耦合或称弱耦合,即一般通过主程序计算时不考虑温度场,另外有一个专门计算温度场的子程序,当主程序完成变形计算某一加载步后,再由子程序负责相应温度场的计算,然后将计算获得的新温度场赋值到原变形场,再计算新温度场条件下的变形过程。计算方法中不是统一设定平衡方程,为计算量太大,一般很难完成。而弱耦合则使计算量显著降低,因为单独计算温度场是很快速的,这样总的计算时间增加不多。如果进行全耦合计算,即在列平衡方程时将力平衡方程和热平衡方程联立求解,将使未知数大幅度增加,平衡方程总数也大幅度增加,求解很困难,计算速度大幅度降低,在以往的计算机硬件条件下一般不可能在较理想时间内完成,因此很少有强耦合计算方法的使用。
(4)塑性加工工艺缺陷的预测。在塑性加工过程中,往往伴随一些工艺缺陷的产生,例如冲压过程中的失稳起皱、破裂,锻造过程中的裂纹、折叠、孔洞,轧制过程中的边裂、起浪等。
目前,对于冲压过程,人们已经可以比较容易地预测破裂和起皱,但是对于破裂过程的发展、起皱数量的准确预测还不够,但对于大多数冲压工艺分析已基本足够。人们已经将一些成形准则应用到冲压领域,例如成形极限图FLD(Forming Limit Diagram)的应用,在汽车覆盖件冲压过程中得到了普遍应用,可以预测破坏的位置,对工艺及时进行调整改进和优化。
在锻造等体积成形工艺中,对于裂纹和折叠的预测已基本成熟,可以给出裂纹的位置、发生条件,给出折叠产生的条件和发生方式。
在轧制过程中经常产生的边裂和波浪化,目前的软件也基本有了比较准确的预测能力。
总之,有限元法目前已经可以预测大部分工艺缺陷,给出发生条件和位置,不足之处是定量不够准确,对于缺陷的发展过程不能准确描述。
一般来说,工程问题尤其是塑性加工问题是大变形过程,工具一般有运动和位移,而工具的运动通常都有一定规律,即工具与坯料的接触,工具与工具之间的接触,坯料与坯料的接触,坯料的一部分与另一部分表面的接触,这些接触关系需要进行计算与判断,以确定工具和坯料表面的位移。另外,工具与坯料的运动都是有规律或限定条件的,例如对称面、固定边界等,这些限定条件给出了已知的边界条件,简化了计算,一般有利于问题的解决。
由于塑性变形往往涉及大变形,部分区域由于过量的变形往往会产生形状畸变,原来的网格系统不能满足计算的要求,因此常常要求软件具有网格自动重构的功能。目前,大部分商用有限元软件大都具有网格自动划分的功能。而且,对于体积成形问题,例如锻造、轧制和挤压,网格自动重构是必备的功能。早期的软件一般具备网格自动划分功能,而成熟的软件则大多具备变形过程中网格的重构功能,可以根据计算步数设定,也可根据区域变形单元畸变程度来自行设定,这些软件还往往具备根据精度要求进行局部加密的功能。随着数学方法的丰富,学者们提出了越来越多新的网格自动划分方法,达到自适应能力,具有一定的智能性。
(3)塑性加工问题的热力耦合计算方法。对于热加工问题和一些精度要求较高的加工成形问题,往往需要考虑温度场对材料和变形的影响。例如热模锻过程就是一个非稳态的热变形过程,伴随温度场的变化,不但影响了材料的性能,还影响了模具的形状。铝管材的连续挤压过程由于摩擦和变形热使材料由室温升高到几百度,可以达到材料的再结晶温度,这个过程的计算就不能不考虑温度场的变化。
一般来说,大多数软件都有热力耦合计算功能,但其计算方法大多是半耦合或称弱耦合,即一般通过主程序计算时不考虑温度场,另外有一个专门计算温度场的子程序,当主程序完成变形计算某一加载步后,再由子程序负责相应温度场的计算,然后将计算获得的新温度场赋值到原变形场,再计算新温度场条件下的变形过程。计算方法中不是统一设定平衡方程,为计算量太大,一般很难完成。而弱耦合则使计算量显著降低,因为单独计算温度场是很快速的,这样总的计算时间增加不多。如果进行全耦合计算,即在列平衡方程时将力平衡方程和热平衡方程联立求解,将使未知数大幅度增加,平衡方程总数也大幅度增加,求解很困难,计算速度大幅度降低,在以往的计算机硬件条件下一般不可能在较理想时间内完成,因此很少有强耦合计算方法的使用。
(4)塑性加工工艺缺陷的预测。在塑性加工过程中,往往伴随一些工艺缺陷的产生,例如冲压过程中的失稳起皱、破裂,锻造过程中的裂纹、折叠、孔洞,轧制过程中的边裂、起浪等。
目前,对于冲压过程,人们已经可以比较容易地预测破裂和起皱,但是对于破裂过程的发展、起皱数量的准确预测还不够,但对于大多数冲压工艺分析已基本足够。人们已经将一些成形准则应用到冲压领域,例如成形极限图FLD(Forming Limit Diagram)的应用,在汽车覆盖件冲压过程中得到了普遍应用,可以预测破坏的位置,对工艺及时进行调整改进和优化。
在锻造等体积成形工艺中,对于裂纹和折叠的预测已基本成熟,可以给出裂纹的位置、发生条件,给出折叠产生的条件和发生方式。
在轧制过程中经常产生的边裂和波浪化,目前的软件也基本有了比较准确的预测能力。
总之,有限元法目前已经可以预测大部分工艺缺陷,给出发生条件和位置,不足之处是定量不够准确,对于缺陷的发展过程不能准确描述。
相关图书
商品评价
最新上架
CAE分析大系:MSC.Marc工程实例详解
优惠价:39.8元
Adams多体动力学仿真基础与实例
优惠价:0元
《全新Marc》实例教程与常见问题解析
优惠价:54.36元
推荐图书
《MSC Nastran动力分析指南》
优惠价:43.4元
热门期刊
您浏览过的图书
MSC.FATIGUE疲劳分析实例指导教程
优惠价:29.2元
MSC.ADAMS技术与工程分析实例
优惠价:40.3元
MSC.MARC在材料加工工程中的应用
优惠价:53.7元
有限元法与MSC.Nastran软件的工程应用
优惠价:16.5元
浏览过本图书的人还喜欢
CAE分析大系:MSC.Marc工程实例详解
优惠价:39.8元
Adams多体动力学仿真基础与实例
优惠价:0元
《全新Marc》实例教程与常见问题解析
优惠价:54.36元
《MSC Nastran动力分析指南》
优惠价:43.4元
